 angol
angol 中文简体
中文简体Dekoratív papírmélynyomógépek: teljes körű vevői és kezelői útmutató
A dekoratív papír – a bútorokhoz, padlóburkolatokhoz, szekrényekhez, falpanelekhez és laminált termékekhez használt nyomtatott felületi anyag – olyan szintű mintakonzisztenciát, színpontosságot és gyártási teljesítményt igényel, amelyet csak egyetlen nyomtatási technológia biztosít megbízhatóan ipari méretekben: a mélynyomtatás. A dekoratív papírmélynyomó gép a dekoratív felületek iparának középpontjában álló, rendkívül specializált tőkeberendezés, amely évente több milliárd négyzetméternyi laminált terméken előállítja a fa erezetét, kő-, textil- és absztrakt mintáit. Ez az útmutató mindent tartalmaz, amit a vevőnek, az üzemvezetőnek vagy a gyártómérnöknek tudnia kell ezekkel a gépekkel kapcsolatban – hogyan működnek, mit jelentenek a kulcsfontosságú specifikációk, hogyan kell értékelni a beszállítókat, és mi különbözteti meg a nagy teljesítményű berendezéseket azoktól a gépektől, amelyek nem képesek megfelelni a dekorációs papír magas minőségi követelményeinek.
Miért dominál a mélynyomtatás a dekoratív papírgyártásban?
A dekorációs papírnak sajátos nyomtatási követelményei vannak, amelyek kizárják a legtöbb versengő nyomtatási technológiát a gyakorlati megfontolásból. A mintákat mikroszkopikus konzisztenciával kell reprodukálni tekercsről tekercsre – a konyhaszekrény szomszédos paneljein használt két tekercs között 0,1 mm-rel eltoló fa erezet-ismétlődése azonnal láthatóvá válik, mint egy nem illeszkedési hiba. A színeknek azonosnak kell maradniuk a hetek vagy hónapok által elválasztott gyártási folyamatok során, mivel a dekorációs papír egy nagyobb termékrendszer alkotóeleme, ahol a paneleket, éleket és az egymáshoz illeszkedő elemeket különböző gyártási tételekből állítják elő. Az áteresztőképességnek pedig elég magasnak kell lennie ahhoz, hogy indokolja a speciális papírhordozó, a hengergravírozás és a tintarendszerek költségeit.
Rotációs mélynyomás – a használt technológia dekoratív papír mélynyomó gépek – alapvető folyamata révén megfelel ezeknek a követelményeknek: a tintát mikroszkopikus cellákban tartják, amelyek közvetlenül egy krómozott rézhengerbe vannak gravírozva, a felesleges tintát a henger felületéről egy kalapács letörli, a cellákban maradt tinta pedig nyomás alatt egy lenyomathengerrel kerül a papírhordozóra. A gravírozott cellák állandóak – nem változnak a lenyomatok között –, így a mintázat geometriája mechanikusan van rögzítve a hengerbe. Ez olyan minták közötti regisztrációt és ismétlési pontosságot eredményez, amelyet egyetlen más nyomtatási eljárás sem tud azonos gyártási sebesség mellett elérni.
Összehasonlításképpen, a flexonyomtatás gumi- vagy fotopolimer lemezeket használ, amelyek méretváltozást mutatnak a hőmérséklet és a nyomás változásával, ami alacsonyabb geometriai pontosságot eredményez. A tintasugaras és a digitális nyomtatási technológiák rugalmasságot kínálnak, de jelenleg nem felelnek meg a mélynyomtatásnak a felületi fedettség sűrűségének, a kopásálló tintafelrakásnak és a 200 méter/perc feletti gyártási sebességnek. A nagy volumenű dekoratív papírgyártásban a mélynyomtatás nem egyszerűen az előnyben részesített technológia – ez az egyetlen technológia, amely megfelel a kereskedelmi méretű alkalmazások együttes igényeinek.
Hogyan működik a dekoratív papír mélynyomógép
A dekoratív papírokhoz használt rotációs mélynyomógép működési elvének megértéséhez a papír és a tinta nyomon követése szükséges a gép minden egyes szakaszán a letekeréstől a visszatekercselésig. A folyamat folyamatos – a papírhordozó töretlen szalagként halad át az adagolóhengerről az egyes nyomtatóállomásokon és az összes nyomtatás utáni kezelőrendszeren, mielőtt feltekerné a kész kimeneti tekercsre.
Webes előtolás és feszültségszabályozó rendszer
A papírhordozót – jellemzően alfa-cellulóz dekoratív alappapírt, amelynek alaptömege az alkalmazástól függően 50-130 g/m² – nagy átmérőjű tekercsként kerül a letekercselő állványra a gép bejáratánál. A professzionális dekoratív papírmélynyomók repülő illesztési vagy tompaillesztési rendszereket használnak, amelyek lehetővé teszik a kimerült tekercsek új tekercsekkel való cseréjét a gép leállítása nélkül, így a folyamatos termelést hosszabb távon is fenntartják. A gépen belüli feszültségszabályozást táncoló görgők és erőmérőcella-visszacsatoló rendszerek irányítják, amelyek állandó szalagfeszültséget tartanak fenn az összes nyomtatóállomáson, függetlenül a sebességváltozásoktól, a tekercsátmérő-csökkenéstől vagy a hordozó tulajdonságainak változásától. A folyamatos szalagfeszesség kritikus fontosságú a regisztrációs pontosság szempontjából – az eltérések miatt a szalag egyenetlenül nyúlik meg, és a nyomtatási pozíció eltolódik a henger ismétlődéséhez képest.
A Nyomdaállomás: Henger, Doctor Blade és Lenyomóhenger
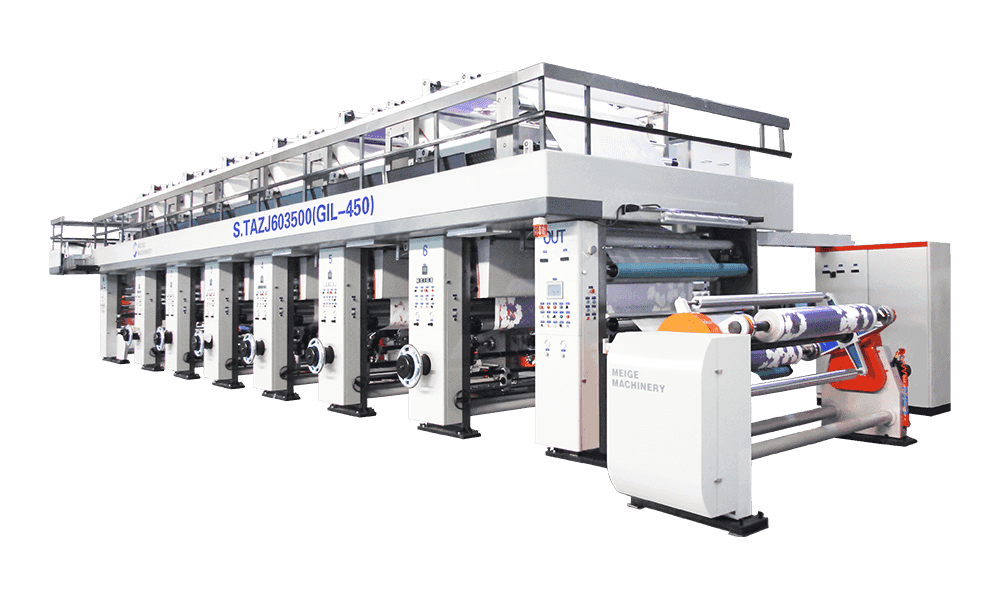
A dekoratív minta minden színéhez külön nyomtatóállomásra van szükség. Egy szabványos dekoratív papírmélynyomó gép 4-12 nyomóállomással van elrendezve, és a papírszalag egymás után halad át az egyes állomásokon. Mindegyik állomás három elsődleges alkatrészt tartalmaz: a mélynyomó hengert, a kaparókés szerelvényt és a lenyomathengert.
A mélynyomó henger a folyamat szíve. Körülbelül 100-150 mikron vastagságú rézbevonatú acél alapcső, amelyre elektromechanikus gravírozófejjel vagy kémiai maratási eljárással a cellamintát gravírozzák. A gravírozás után a rézfelületet körülbelül 900–1000 Vickers keménységű krómozással látják el, hogy ellenálljanak az orvosi penge és a tinta által okozott kopásnak. A cellák meghatározott mennyiségű tintát tárolnak – a cella mélysége és a nyílás átmérője szabályozza a tinta sűrűségét és fedettségét. Dekoratív papírfelhasználás esetén a henger kerülete általában 600 mm és 1200 mm között van, ami megfelel a minta ismétlődő hosszának.
Az orvosi penge egy vékony acél vagy polimer penge, amely ellenőrzött nyomás mellett a forgó hengerfelülethez támaszkodik, letörli a tintát a sejtek közötti szárazföldi területekről, miközben magukban a cellákban hagyja a tintát. A nyomólap szöge, az érintkezési nyomás, az anyag és a lengési sebesség egyaránt befolyásolja a nyomtatás minőségét és a henger élettartamát. A lenyomathenger – a hengerrel szemben elhelyezett gumiborítású acélhenger – ellenőrzött erővel nyomja a papírszalagot a tintával festett henger felületéhez, és a tintát a cellákból a papírra továbbítja. A lenyomatnyomás határozza meg a tintaátvitel hatékonyságát, és a különböző papírelnyelő képességekhez és tinta viszkozitásokhoz igazodik.
Tintaszállítás és viszkozitásszabályozás
A tintát egy zárt hurkú keringtető rendszer szállítja a nyomdaállomásra, amely a tintát a mélynyomó henger alatti tintatálcán keresztül pumpálja a tartályból. A henger forog a tintatálcán, és a vésett cellákat megtölti tintával, mielőtt az orvosi penge törlési ciklusa megkezdődik. A henger felületéről letörölt tinta egy visszatérő csatornán keresztül jut vissza a tartályba, fenntartva a folyamatos keringést, amely megakadályozza a tinta kiszáradását a tálcában, és egyenletesen tartja a tinta tulajdonságait. Az automatikus viszkozitás-szabályozó rendszerek – jellemzően kifolyócsésze-mérésen és automatizált oldószeradagoláson alapulnak – a tinta viszkozitását a célértékhez képest ±0,5 másodpercen belül tartják a gyártás során. A viszkozitáseltolódás a mélynyomtatásban a színeltolódás egyik elsődleges oka, az automatikus vezérlés pedig kiküszöböli a kézi mérési és beállítási terheket a kezelőre.
Szárítórendszer a nyomdaállomások között
Az egyes nyomóállomások között a nyomtatott szalag egy szárítóalagúton halad át, ahol a tintából az oldószer vagy a víz elpárolog a következő szín felvitele előtt. Az állomások közötti teljes szárítás elengedhetetlen a szín-szín feletti regisztráció pontosságához – az első állomásról a második hengerre visszaáramló nedves tinta (úgynevezett visszacsapdás) színszennyezést okoz, és a henger szennyeződését okozza, ami gyorsan rontja a nyomtatási minőséget. A dekorációs papírokhoz való mélynyomó prések forró levegős becsapódásos szárítórendszereket használnak, amelyek hőmérséklet-szabályozott levegősugarait irányítják a szalag mindkét felületére. Az oldószeralapú tinták szárítási hőmérséklete általában 60 °C és 120 °C között van; a vízbázisú tintarendszerek magasabb hőmérsékletet vagy infravörös kiegészítést igényelnek az azonos párolgási sebesség eléréséhez. A szárító alagutakból kivont oldószergőzöket oldószer-visszanyerő vagy termikus oxidációs rendszerrel gyűjtik össze, amely a legtöbb joghatóságban a környezeti megfeleléshez szükséges.
Főbb jellemzők, amelyeket értékelni kell, ha dekoratív papírhoz való mélynyomógépet vásárol
A dekoratív papír mélynyomó prések egy sor paramétert tartalmaznak, amelyek együttesen határozzák meg a gép képességét, kapacitását és az adott gyártási követelményeknek való megfelelőségét. Az alábbi specifikációk a legjelentősebbek kereskedelmileg és műszakilag a felszerelési lehetőségek értékelése során.
| Specifikáció | Tipikus tartomány | Mit jelent a termelés szempontjából |
| Nyomtatási szélesség | 1000-2200 mm | Meghatározza a papírtekercs maximális szélességét és menetenkénti gyártási teljesítményét |
| Maximális gyártási sebesség | 80-300 m/perc | Beállítja a kimeneti kapacitás felső határát; A gyakorlati sebesség a tintától és a hordozótól függ |
| Nyomdaállomások száma | 4-12 szín | Korlátozza a minta összetettségét; több állomás gazdagabb tervezést tesz lehetővé |
| Henger ismétlés hossza | 400-1500 mm | Meghatározza a maximális nem ismétlődő mintahosszt fa/kő mintákhoz |
| A regisztráció pontossága | ±0,1–0,3 mm | Szín-szín igazítási pontosság; kritikus a finom részletmintákhoz |
| Tintarendszer kompatibilitás | Oldószer / vízbázisú / UV | Meghatározza a tintabeállításokat, a VOC megfelelőséget és a szárítórendszer típusát |
| Aljzat alaptömeg-tartománya | 40-180 g/m² | Sokféle papírsúly, amelyet a gép szalagkezelési problémák nélkül képes kezelni |
| Letekercselés / visszatekercselés átmérője | 800-1500 mm | A nagyobb tekercsek csökkentik az illesztési gyakoriságot és javítják a gyártás hatékonyságát |
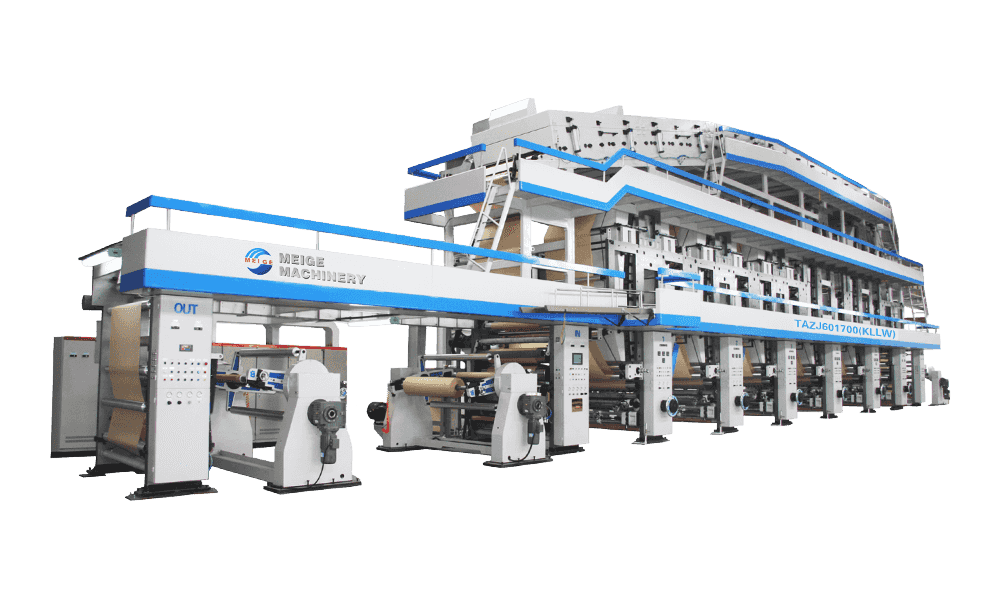
Nyomtatási szélesség: A gép kapacitásának a piaci követelményekhez való igazítása
A nyomtatási szélesség a legmeghatározóbb specifikáció a gyártási kimenetre vonatkozóan, mivel ez határozza meg, hogy a gépen áthaladó szalag méterenként mennyi kész papír keletkezik. Egy 1600 mm széles, 150 m/perc sebességgel működő présgép óránként 1440 m² nyomtatott papírt állít elő a hasítás előtt. Ugyanaz a futás 1000 mm-es szélességben mindössze 900 m²-t termel óránként – ez 37%-os teljesítménycsökkenést jelent azonos gépsebesség mellett. A bútorok és padlóburkolatok gyártásához használt dekoratív papír mélynyomó gépek többsége 1250 mm és 1800 mm közötti nyomtatási szélességben működik, ami megfelel a dekorációs papírgyártók által szállított hordozótekercsek szabványos szélességeinek. A szélesebb gépek nagyobb teljesítményt produkálnak, de arányaiban nehezebb és drágább hengerekre, vágólapokra és lenyomatgörgőkre van szükség, és nagyobb infrastrukturális követelményeket támasztanak a gyártóüzemre.
Regisztrációs rendszer és színigazítási pontosság
A regisztrációs pontosság – az a pontosság, amellyel az egyes színeket a többihez viszonyítva helyezik el – vitathatatlanul a minőség szempontjából legkritikusabb specifikáció a dekoratív papírmélynyomó sajtóban. A modern professzionális gépek zárt hurkú regisztervezérlést valósítanak meg kamera-alapú regisztrációs jel-érzékelő rendszerekkel, amelyek valós időben figyelik az egyes színállomások nyomtatási pozícióját, és szervo-meghajtású korrekciós aktuátorokon keresztül mikrobeállításokat végeznek a henger fázishelyzetében. Ezek a rendszerek képesek észlelni és kijavítani a 0,05 mm-es vagy annál kisebb regisztrációs hibákat, megtartva az igazodást a sebességváltozások, a hőmérséklet-ingadozások és a hengerváltozások között. A nyitott hurkú regisztrációs rendszereket használó, belépő szintű vagy régebbi gépek a kezelő kézi beállítására támaszkodnak, és nem tudják fenntartani ugyanazt a beállítási pontosságot, különösen a fordulatszám-változások utáni bejáratási időszakokban vagy nagy gyártási sebességeknél, ahol a szalagdinamika bonyolultabbá válik.
Mélynyomó hengerek dekoratív papírokhoz: gravírozás, specifikációk és kezelés
A dekoratív papírmélynyomásban a henger a legjelentősebb visszatérő költség- és minőségi változó magán a gépen kívül. A hengerek specifikációinak, a gravírozási módszereknek és az életciklus-kezelésnek a megértése elengedhetetlen a gyártási gazdaságosság ellenőrzéséhez és a nyomtatási minőség megőrzéséhez.
Gravírozási módszerek és hatásuk a nyomtatási karakterre
A dekoratív papír mélynyomó hengereknél két elsődleges gravírozási módszert alkalmaznak. Az elektromechanikus gravírozás (EME) egy elektromágneses működtetővel meghajtott gyémántvégű ceruzát használ, hogy az egyes cellákat akár 8000 cella/s sebességgel vágja a réz felületébe. Az érintőceruza mélysége és szélessége változó, hogy különböző térfogatú cellákat hozzon létre, lehetővé téve a tónusok gradációját a mintán keresztül. Az EME gravírozás nagyon precíz sejtgeometriát hoz létre következetes formával, így a nagy felbontású dekoratív minták szabványává válik, amelyek finom textúrarészleteket igényelnek – valósághű fa pórusszerkezetek, kőfelületi erezet és finom textilszövés.
A lézergravírozás – konkrétan a rézfelület lézeres ablációja – a dekoratív papírhenger-gyártás alternatívája. A lézergravírozás bonyolultabb cella geometriákat tesz lehetővé, beleértve az alámetszett cellákat és a változó cellaformákat egyetlen hengeren belül, ami olyan tintakibocsátási jellemzőket tesz lehetővé, amelyeket az EME nem képes megismételni. A lézergravírozott hengerek olyan nyomtatási hatásokat érhetnek el, amelyek jobban utánozzák a fa- és kőfelületek természetes mikrotextúráját, ami kereskedelmi szempontból jelentős a csúcskategóriás dekorációs papíralkalmazásoknál. A lézergravírozó berendezések tőkeköltsége magasabb, mint az EME-é, de a hengerenkénti üzemeltetési költség alacsonyabb, és a nagyobb geometriai rugalmasság a tervezési differenciálási előnyöket kínálja.
Cellák térfogata és képernyőszabályozás
A cellatérfogat – milliárd köbmikronban (BCM) per négyzethüvelykben vagy köbcentiméterben négyzetméterenként (cm³/m²) mérve – meghatározza a nyomtatott felület egységnyi területére lerakódott tinta mennyiségét. Dekoratív papírmélynyomtatásnál a cellatérfogat jellemzően nagyobb, mint a publikációs vagy csomagolónyomtatásnál, mivel a dekoratív papírokhoz sűrű, átlátszatlan tintafilmre van szükség, amely teljesen lefedi a fehér alappapírt, és ellenáll a későbbi felületkezelési eljárásoknak, beleértve az impregnálást és a laminátumokba préselést. A dekoratív papírminták teljes tónusú területei általában 25–45 BCM térfogatú cellákat használnak, míg a kiemelések és a textúrák területei sekélyebb, 8–18 BCM cellákat használnak. A képernyő vonalvezetése – a cellák száma lineáris hüvelykben vagy centiméterben – befolyásolja a reprodukálható részletek finomságát. A dekoratív papírhengerek általában centiméterenként 70-120 soros szitavonalakat használnak, a finomabb vonalakat pedig a nagy felbontású faszemcsék és kőmintázatok reprodukálásához.
A henger életciklusa és felújítása
A dekorációs papírgyártáshoz használt mélynyomó henger jelentős befektetést jelent – általában hengerenként 3000–15 000 euróba kerül a mérettől, a gravírozás bonyolultságától és attól függően, hogy a henger tulajdonosa vagy bérbeadása a hengerszállító szolgáltatáson keresztül. A gravírozott rezet védő krómfelület fokozatosan kopik a kaparókés érintkezés következtében, a kopás mértéke a kaparókés anyagától, az érintkezési nyomástól, a tinta koptatóképességétől és a gyártási sebességtől függ. Egy jól kezelt henger egy modern dekoratív papírmélynyomón általában 50 000-150 000 lineáris méteres nyomtatást ér el, mielőtt a krómkopás elfogadhatatlan szintre csökkentené a nyomtatási minőséget. Ekkor a hengert megfosztják króm- és rézrétegeitől, újrarézzel, gravírozással és újrakrómozással – ez a felújítási ciklus többször is megismételhető ugyanazon acél alapcsövön, jelentősen csökkentve a hengerek tényleges élettartamra vonatkozó költségét.
Tintarendszerek dekoratív papír mélynyomtatáshoz
A dekoratív papír mélynyomó gépekben használt tintarendszer kritikus folyamatváltozó, amely befolyásolja a nyomtatási minőséget, a színskálát, a szárítási teljesítményt, a környezeti megfelelést és a kész nyomtatott papír alkalmasságát a későbbi feldolgozási lépésekhez. Három fő tintarendszert használnak a dekoratív papír mélynyomó gyártásában.
Oldószer alapú mélynyomó tinták
Az oldószer alapú tinták történelmileg uralják a dekoratív papír mélynyomtatást, köszönhetően a nagy gépi sebesség melletti gyors száradási sebességüknek, a kezelt papírfelületekkel való kiváló tapadásuknak, a nagy színsűrűségüknek, valamint a későbbi, magas hőmérsékletű és nagynyomású laminálási folyamatoknak, amelyeken a dekoratív papír átmegy. Az oldószeres hordozó – jellemzően toluol, etil-acetát, metil-etil-keton vagy ezek keverékei – gyorsan elpárolog a szárítóalagútban, így több színállomás esetén is 200 m/perc nyomtatási sebesség érhető el. Elsődleges hátránya az illékony szerves vegyületek (VOC) kibocsátás környezeti és foglalkozás-egészségügyi hatása, amely oldószer-visszanyerő rendszereket (kondenzáció alapú vagy aktív szén adszorpció) és az egyre szigorodó levegőminőségi előírások betartását igényli. Az oldószer mélynyomó préseket üzemeltető dekoratív papírgyártók többsége integrált oldószer-visszanyerő rendszerekbe fektetett be, amelyek a kibocsátott oldószerek 90-95%-át visszanyerik újrafelhasználásra, jelentősen csökkentve ezzel a környezetterhelést és az oldószerköltséget.
Vízbázisú mélynyomó tinták
A vízbázisú mélynyomó tinták kiküszöbölik az oldószerrendszerek VOC-kibocsátási problémáit, és egyre gyakrabban írják elő a dekorpapír-gyártók, akik szigorúbb környezetvédelmi szabályozással szembesülnek, vagy olyan piacokat céloznak meg, amelyek szigorú beltéri levegőminőségi követelményeket írnak elő a késztermékekre vonatkozóan. A dekoratív papír mélynyomásához használt vízbázisú tinták színsűrűsége, tapadása és száradási sebessége jelentősen javult az elmúlt évtizedben, de még mindig technikai kihívásokat jelentenek az oldószeres rendszerekhez képest. A víz párolgási entalpiája lényegesen magasabb, mint a szerves oldószereké, amihez kisebb gyártási sebesség, hosszabb szárítóalagút, magasabb szárítóhőmérséklet vagy infravörös kiegészítés szükséges az egyenértékű szárítási teljesítmény eléréséhez. A vízbázisú tinták felületi feszültsége is nagyobb, ami befolyásolja a mélynyomó cellákból történő tintakibocsátást, és szükség lehet a cella geometriájának és a lenyomatnyomás beállításainak módosítására. A vízbázisú tinta használatára tervezett mélynyomógépek továbbfejlesztett szárítórendszerrel és módosított tintakeringtető komponensekkel rendelkeznek, amelyek alkalmasak a vizes közegekhez.
UV-re keményedő mélynyomó tinták
Az UV-sugárzással térhálósítható tinták ultraibolya lámpák alatt történő fotokémiai térhálósítással térhálósodnak, nem pedig oldószer elpárologtatásával, ami lényegében nulla VOC-kibocsátást és csaknem azonnali térhálósodást eredményez. Kiemelkedő dörzsölés- és vegyszerállóságot biztosítanak a kikeményedett filmben, ami előnyös olyan dekorpapírok esetében, amelyek közvetlen mechanikai érintkezéssel szembesülnek a laminálás során vagy a végfelhasználás során. A mélynyomtatáshoz használt UV-tinták azonban lényegesen drágábbak, mint az oldószeres vagy vízbázisú rendszerek, és az UV-re keményedő festékfóliák eltérő rugalmassági jellemzőkkel rendelkeznek, amelyeket a nyomtatott papír impregnálás és préselés során bekövetkező deformációjához viszonyítva kell értékelni. A dekorpapírhoz használt UV mélynyomó rendszerek egyre növekvő szegmenst jelentenek, különösen a prémium és speciális alkalmazásokban, de még nem szorították ki az oldószerrendszereket, mint a domináns technológiát a nagy volumenű gyártásban.
Nyomtatási utórendszerek dekoratív papír mélynyomógépen
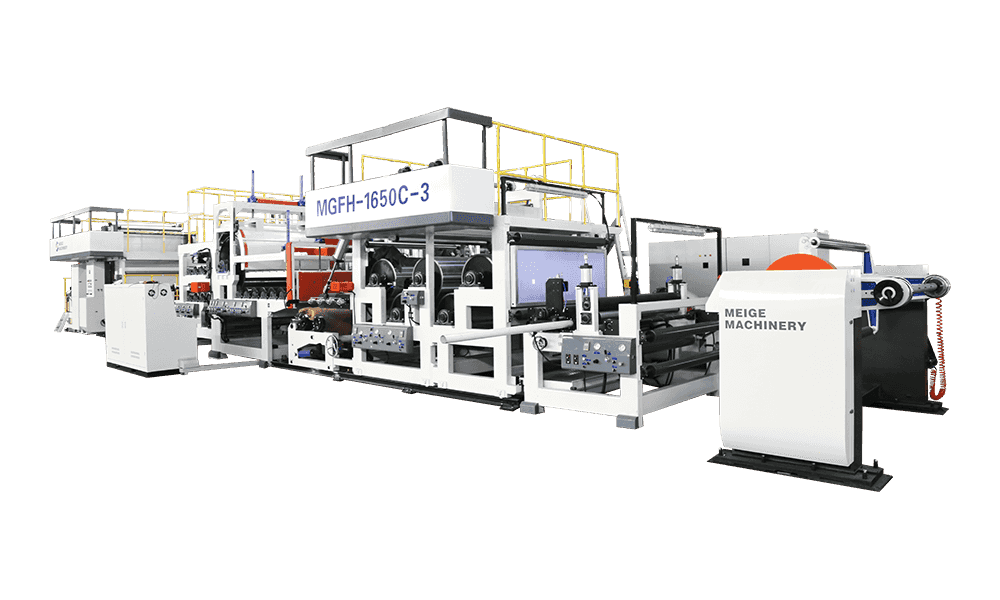
Maga a nyomtatási folyamat csak egy része annak, amit egy modern dekoratív papír mélynyomógép csinál. A legtöbb dekoratív papírtermék esetében a nyomógépbe beépített nyomdai utókezelő rendszereket építenek be, hogy a nyomtatás után azonnal és a végső felhúzás előtt funkcionális bevonatokat vagy felületkezeléseket vigyenek fel.
Inline bevonat egységek
Sok dekoratív papírmélynyomó berendezés bútorokhoz és padlóburkolatokhoz tartalmaz egy vagy több soros bevonóállomást, amelyek a végső nyomtatási állomás után helyezkednek el. Ezek alapozót, alapbevonatot vagy felületkezelő réteget visznek fel a nyomtatott papírra, miközben még a weben vannak, kiküszöbölve a külön offline bevonási műveletet. A dekoratív papírok szokásos beépített bevonatai közé tartoznak az elkenődésgátló védőbevonatok, amelyek védik a nyomtatott tintafilmet a tekercskezelés és szállítás során, az impregnáló alapozók, amelyek előkezelik a papír felületét a következetesebb gyantafelvétel érdekében a későbbi impregnálási folyamatokban, valamint a funkcionális záróbevonatok, amelyeket meghatározott végfelhasználási követelményekhez alkalmaznak. A beépített bevonóegység jellemzően egy mélynyomó bevonóállomás, amely sima vagy anilox hengert használ gravírozott henger helyett, és a bevonatot szabályozott bevonattömeggel viszi fel a teljes papírszélességben.
Webes ellenőrző rendszerek
A nagy felbontású vonalszkenner kamerákat és képfeldolgozó szoftvert használó inline webvizsgáló rendszerek a modern dekoratív papírmélynyomók alapfelszereltségei. Ezek a rendszerek a nyomtatott webfelület 100%-át teljes gyártási sebességgel szkennelik, valós időben összehasonlítják az élő nyomtatási képet a tárolt referenciával, és megjelölik a hibákat – regisztrációs hibákat, színes csíkokat, vágólap-vonalakat, hengersérülési nyomokat és hordozóhibákat –. A hibapozíciókat webes koordinátákkal rögzítik, így a kezelők megtalálhatják és értékelhetik a megjelölt területeket a visszatekerés ellenőrzése vagy a feldolgozás során. Az ellenőrző rendszer érzékenysége beállítható, hogy megfeleljen a gyártott termék hibatűrési szabványának – a nagy értékű padlóburkolópapír-alkalmazások általában szigorúbb hibakritériumokat igényelnek, mint az alacsonyabb minőségű bútorpapír.
Gyakori gyártási problémák a dekoratív papír mélynyomó préseknél és azok megoldása
A dekoratív papír mélynyomtatást leggyakrabban érintő hibák megértése segít a kezelőknek a problémák gyors diagnosztizálásában és a megfelelő korrekciós intézkedések végrehajtásában, minimalizálva a veszteséget és az állásidőt.
- Doctor penge csíkok (pengevonalak): Finom, a gép irányában futó hosszanti csíkok, amelyeket a kaparókés és a henger felülete közé beszorult részecskék, a penge sérülése vagy a penge nem megfelelő érintkezési szöge okoz. A korrekciós intézkedések közé tartozik a penge rezgési amplitúdójának növelése, a penge érintkezési nyomásának és szögének ellenőrzése, a tintaszűrés szennyeződés-ellenőrzése, valamint a henger krómfelületének lyukak vagy durvaság ellenőrzése, amely megfogja a részecskéket.
- Tévedés a színek között: Szín-szín igazítási hibák, amelyek fényudvarként, színperemként vagy elmosódott mintaélekként láthatók. A regisztervezérlő rendszer hibái, a szalagfeszülési instabilitás, a hengerek hőtágulása vagy a hordozó nyúlási változása okozza. A megszólítás úgy történik, hogy ellenőrizni kell, hogy a regiszterkamera célpontjai tiszták és jól megvilágítottak-e, ellenőrzi a szalag feszességének konzisztenciáját a gépben, megfelelő felmelegedési időt biztosítva a hőstabilizációhoz, és ellenőrizze, hogy az aljzat nedvességtartalma tekercsről tekercsre egyenletes-e.
- Tintapermetezés és permetezés: Finom tintacseppek rakódtak le a tervezett nyomtatási területen kívül, ami leginkább nagy gyártási sebességnél jelentkezik. A tinta túl alacsony viszkozitása, túl magas lenyomatnyomás vagy túl alacsony tinta felületi feszültség okozta. A korrekciós intézkedések közé tartozik a tinta viszkozitásának ellenőrzése és a specifikáció szerinti beállítása, a lenyomatnyomás csökkentése a megfelelő átvitelhez szükséges minimális szintre, valamint a tintaösszetétel felülvizsgálata a tinta szállítójával, ha a probléma több hengercsere során is fennáll.
- Kihagyott cellák (hópelyhek): Véletlenszerű fényfoltok a szilárd nyomtatási területeken, amelyet az okoz, hogy a tinta nem jut át az egyes cellákból a hordozóra. Jellemzően a papír felületének érdessége vagy alacsony porozitása, amely megakadályozza a cellás tinta érintkezését, a túl magas tinta viszkozitása, a túl alacsony lenyomatnyomás vagy a kiszáradt tinta által okozott sejtszennyeződés. Ezt a lenyomatnyomás-beállítások ellenőrzésével, a tinta viszkozitásának a specifikáción belüli értékének ellenőrzésével, a hordozó felületi energiaértékeinek áttekintésével és a hengertisztítás ütemezésével végezheti el, ha tintamaradék felhalmozódása gyanítható.
- Színeltérés egy tekercsen belül (színeltolódás): A színsűrűség vagy színárnyalat fokozatos eltolódása a gyártási folyamat során, amelyet leggyakrabban a tinta viszkozitásának eltolódása okoz, amikor az oldószer elpárolog a tintatálcából, vagy a tinta reológiáját befolyásoló hőmérséklet-változások. Ellenőrizze, hogy az automatikus viszkozitásszabályozó rendszer megfelelően működik-e, ellenőrizze, hogy a tintatálca hőmérséklete stabil-e, és ellenőrizze a tinta keringési sebességét, hogy megbizonyosodjon arról, hogy a fogyasztáshoz képest megfelelő sebességgel friss tinta jut a tálcába.
- Web szünetek: A papírhordozó elszakad a nyomtatás során, ami gyártási leállást és anyagpazarlást okoz. Az illesztési hibákból eredő feszültségcsúcsok, a törékeny papírfajtákra gyakorolt túlzott lenyomatnyomás, a hordozótekercs papírhibái vagy a sztatikus töltés felhalmozódása, ami a szalag elhajlását és felhajtását okozza. Gondoskodjon az illesztés minőségének ellenőrzéséről, mielőtt minden egyes tekercsillesztés a présbe kerül, ellenőrizze a nyomatnyomás beállításait a könnyű papírfajtáknál, építsen be statikus eltávolító rudakat a kritikus szalagpálya helyeken, és tekintse át a papírbeszállítótól származó szubsztrát minőségi tanúsítványt.
Dekoratív papír mélynyomógépek beszállítóinak értékelése
A dekoratív papír mélynyomó gép több millió dolláros tőkebefektetés, amelynek élettartama évtizedekben mérhető. A beszállítók értékelése arányos gondosságot érdemel – a gép minősége, a kereskedelmi feltételek és az értékesítés utáni támogatási struktúra jelentősen befolyásolja a teljes birtoklási költséget és a beruházás működési sikerét.
- Referencia telepítések dekorációs papírra, konkrétan: A mélynyomó préstechnológia a csomagolási, kiadvány- és dekorpapír-alkalmazások között megoszlik, de a dekoratív papírok telepítésében dokumentált tapasztalattal rendelkező beszállító tisztában van ennek az alkalmazásnak a speciális követelményeivel – a széles nyomtatási szélességekkel, a nagy mennyiségű festékrendszerekkel, az inline bevonat integrációjával és a dekoratív felületek iparának minőségi szabványaival. Kérjen referenciákat dekoratív papírtelepítések üzemeltetéséhez, és szervezzen helyszíni látogatásokat, mielőtt elkötelezi magát a szállító felé.
- Átvételi tesztprotokollok és garantált teljesítményspecifikációk: A dekoratív papír mélynyomó gépekre vonatkozó adásvételi szerződésekben meg kell határozni az átvételi vizsgálat feltételeit – a gyártási sebességet, a színek számát, a papír minőségét, a tintarendszert – és a mennyiségi teljesítménygaranciákat a regisztráció pontosságára, a színek egyenletességére, a szárító hatékonyságára és az átvételi futás során mért hibaarányra vonatkozóan. A szerződésben szereplő homályos teljesítményleírások nem hagynak jogorvoslatot, ha a gép a telepítés után alulteljesít.
- Pótalkatrészek elérhetősége és helyi szervizlefedettség: Egy használaton kívüli nyomógörgős csapágy vagy vezérlőkártya-alkatrész cseréjére váró mélynyomó prés a termeléskiesésben sokkal többe kerül naponta, mint az olcsóbb gép vagy rossz alkatrész-infrastruktúrával rendelkező szállító kiválasztásával elért megtakarítás. Győződjön meg arról, hogy az Ön ellátási régiójában kritikus alkatrészek vannak raktáron, a beszállító képzett szervizmérnökökkel rendelkezik, akik kritikus meghibásodások esetén 24-48 órán belül elérik az Ön létesítményét, és hogy a beszállító üzleti stabilitása támogatja a több évtizedes szervizkapcsolatot.
- Digitális integráció és Ipar 4.0 felkészültség: A modern dekoratív papírmélynyomó berendezések egyre gyakrabban kapcsolódnak üzemi szintű MES-hez (gyártás-végrehajtási rendszerek) a gyártás ütemezéséhez, minőségi adatgyűjtéshez és előrejelző karbantartáshoz. Győződjön meg arról, hogy a gép vezérlőarchitektúrája támogatja az OPC-UA vagy azzal egyenértékű nyílt kommunikációs protokollokat, a gyártási adatok szabványos formátumban hozzáférhetők, és hogy a szállítónak van ütemterve a szoftverfrissítésekre és a digitális képességek bővítésére a gép élettartama során.
- Környezetvédelmi rendszer megfelelősége és tanúsítása: Az oldószer alapú mélynyomó berendezések integrált oldószervisszanyerő vagy termikus oxidációs rendszereket igényelnek, amelyeknek meg kell felelniük a helyi környezetvédelmi engedélyeknek. Győződjön meg arról, hogy a beszállító a gépcsomag részeként szállítani tudja a teljes környezetvédelmi rendszert, vagy rendelkezik kiépített integrációs partnerekkel, hogy a rendszer mérete megfelelő-e a prés oldószeremissziós arányához maximális gyártási sebesség mellett, és hogy a szállítónak van tapasztalata az Ön működési joghatóságán belüli engedélyezési eljárás követelményeivel kapcsolatban.
termék kategóriák
Ajánlott hírek
Ajánlott termékek
A modellek sokfélesége a világ különböző régióinak fejlesztési igényeinek kielégítésére.



Üzenjen nekünk most!
Termékek
Lépjen kapcsolatba velünk
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang tartomány
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Adatvédelem
Adatvédelem